Britannia Mine, BC
In the Summer of 2025, Becky (my wife) and I had the opportunity to explore the remains of the infamous Britannia Mine of British Colombia, Canada, (imaged below).
The Britannia Mine Museum is ‘national historic landmark‘ situated on the site of what was once the largest copper mine in the British Empire. When the Britannia mine closed in 1974, efforts to create the museum were already underway. Britannia Beach, once a company mining-town, grew into a vibrant community with a deep appreciation for it’s history. Though at the bittersweet closure, the community was determined to keep the Britannia Mine story alive. With support from Anaconda, (the last owners), and the British Columbia mining industry, the society transformed the site into an outdoor museum, in just 9 months, opening in May of 1975.
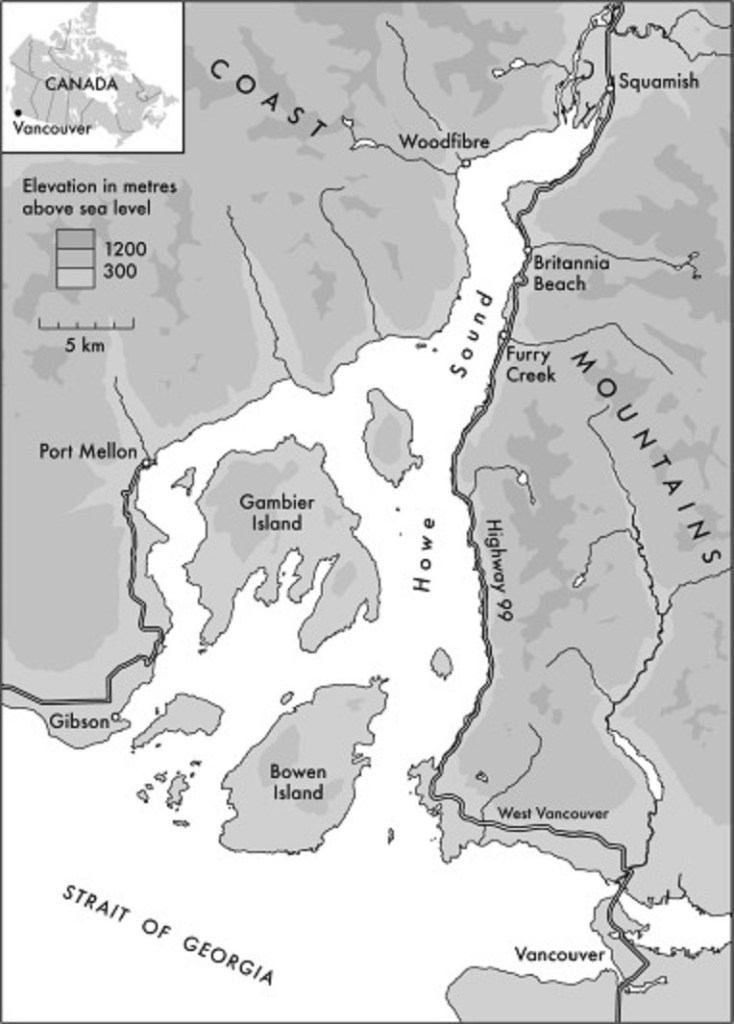
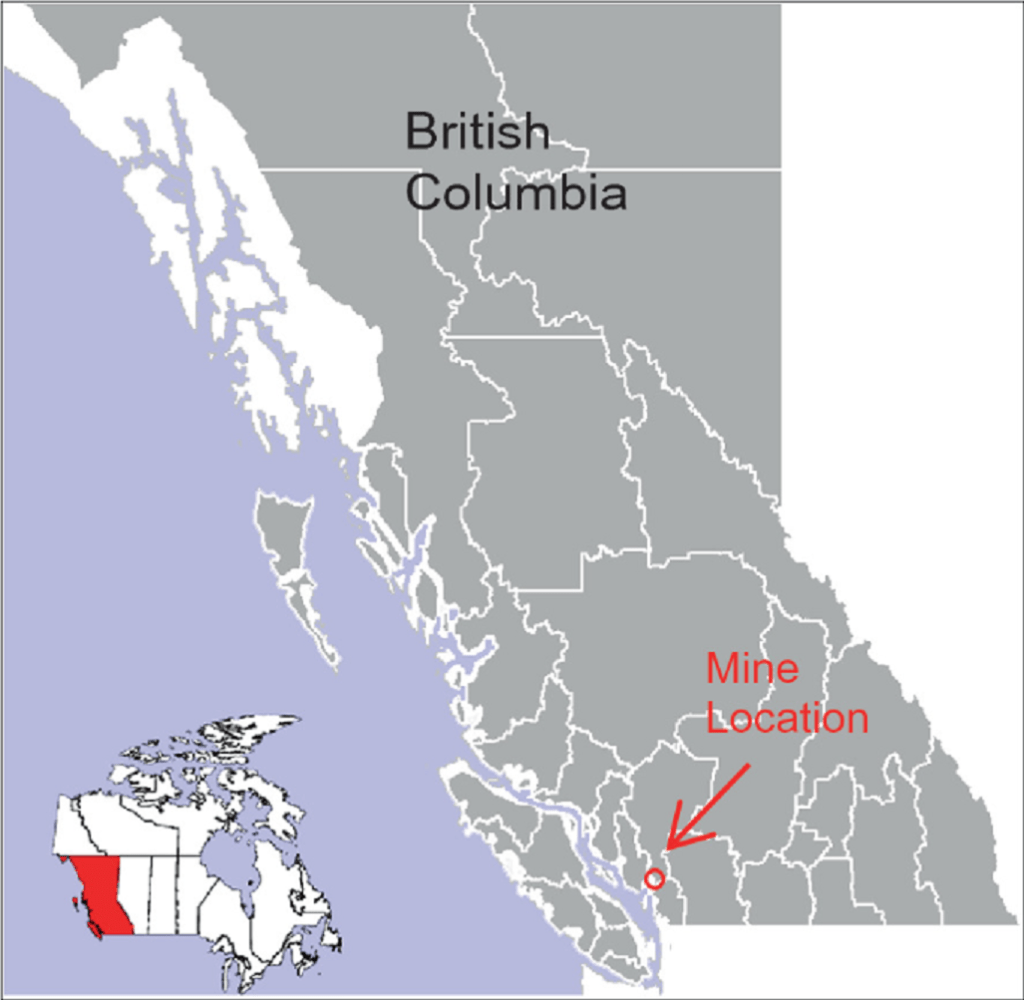
The Britannia Mine Museum is situated along the Sea-to-Sky Highway (Highway 99), approximately 55 km north of Vancouver, (along the banks of the Howe Sound). It is now governed by the Britannia Mine Museum Society. It is a gateway to British Columbia’s rich mining heritage and the unique history of Britannia. Since opening in 1975 on the historic Britannia Mine site, a once-thriving operation from 1904 to 1974, the Museum has brought the past to life through engaging exhibits and programs– while inspiring conversations about mining’s future and sustainability.

The riches of Howe Sound brought European settlers to the fiord in the 1800s. It also brought mineral prospectors. Copper was discovered at Britannia in 1888. In the early 1900s, a Mine was started and the town of Britannia Beach established.
The first years were difficult, but from 1911 through 1921 the Mine and the town grew and flourished. In 1921, flood and fire devastated the town, but the resolve of the people was not weakened. The town was rebuilt. The Mine and the town grew through the Roaring Twenties, becoming the largest copper mine in the British Empire.

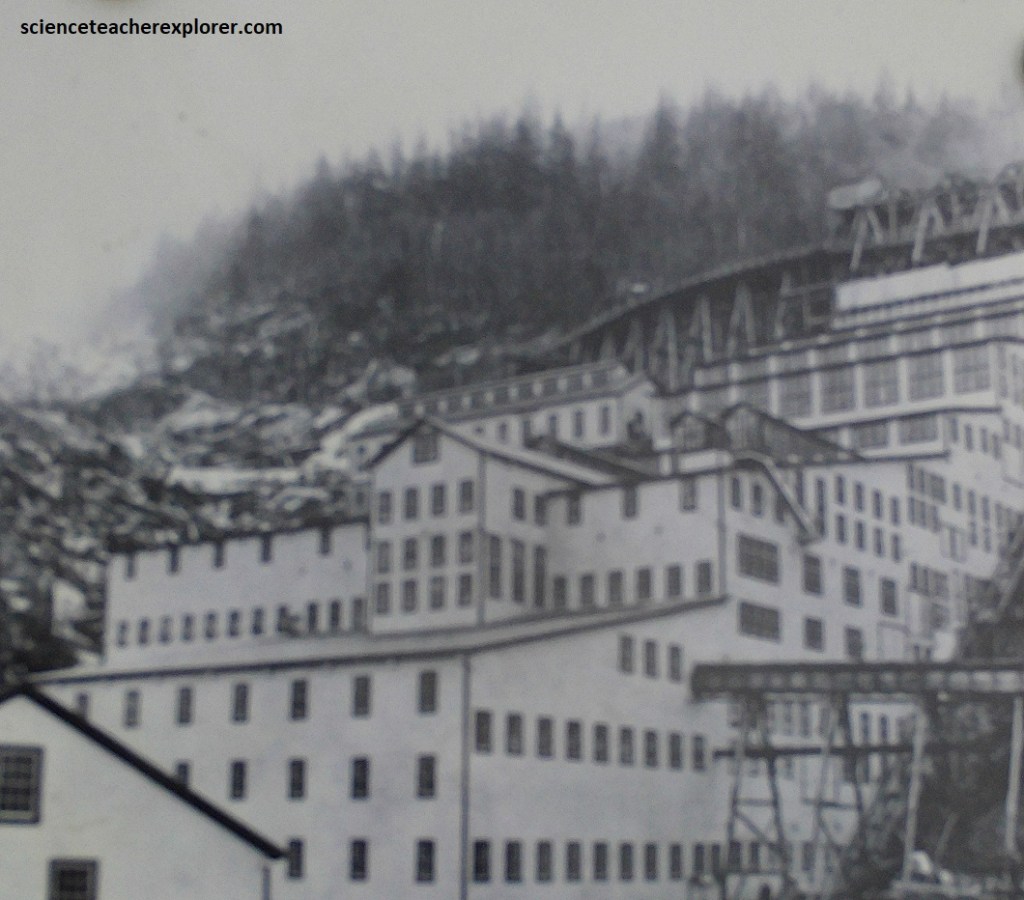
Pictured above, Britannia Mines began mining copper ore from Mount Sheer and the surrounding area on the eastern shore of Howe Sound in 1903. Because the ore contained relatively little copper, an ore concentrate was produced before shipment to an ore processing plant. This necessitated the construction of a concentrator.

In 1904, a gravity concentrator was installed at the site, capable of processing 200 tons of ore daily with an output concentrate of about 10% copper. However, most of the high-grade ore at Britannia Beach had been mined and milled by 1912. To maintain profitability, the mining operation was expanded to mine low-grade ore, requiring a new wooden concentrator, (pictured above), built in 1914 & 1915. So, between the years 1905 and 1915 the mine increased production by a factor of ten. However, disaster struck on March 22, 1915, when a huge landslide killed 56 people.

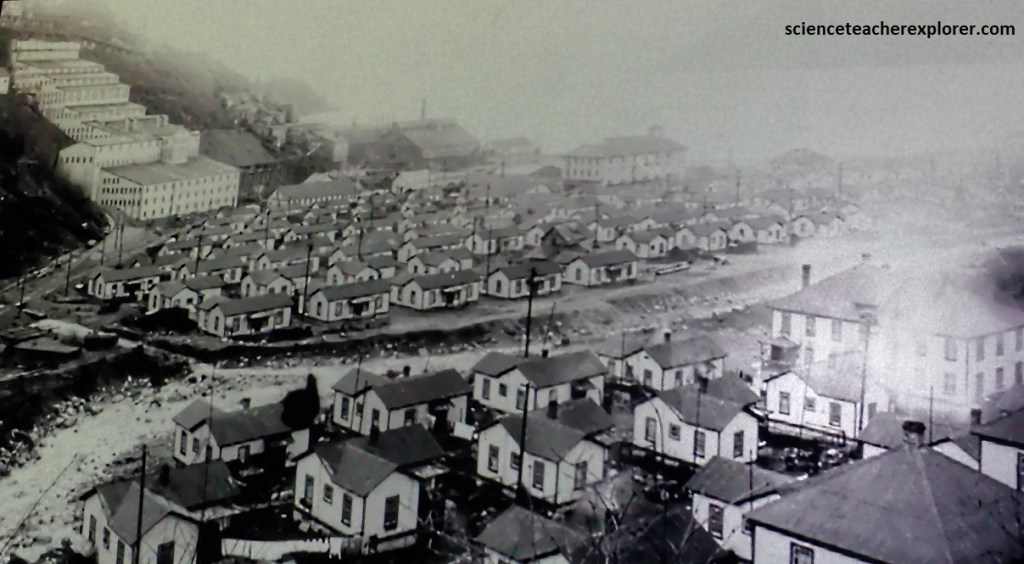
It should be noted, the first camps were log cabins and tents, but as the Mine grew, so did they. Some became home to both miners and their families. Being high in the mountains, winter was very different than at “The Beach”. The snow was deep and long-lasting. Those living on the northern slopes lived under the constant shadow of the mountains during the coldest months. And, life in the mountains had it’s own risks. Most notably, at midnight on March 22, 1915, a snow and rock slide crushed Jane Camp, claiming 56 men, women and children. This disaster was the worst to hit Britannia, and remains one of the worst natural disasters in Canadian History. Today, the camps are long since gone, but the remains of a bygone era linger on, high in the hills. {Note the historical photos below of Mount Sheer were taken from an interpretive sign on-site}.


But the First World War required a demand for copper shell casings and bullet jackets. So the mine kept expanding with more plant and workers. At its peak, the mine employed 900 men. Then in the winter of 1921, a fire spread throughout the concentrator building, destroying it and terminating mining operations.
Pictured above, the second Mill was idle when fire broke out on the night of March 7, 1921. Realizing the Mill was lost, firefighters focused on preventing the fire form spreading to other buildings. They succeeded, but without a Mill, there could be no Mine. In a show of true grit, planning for a new Mill began almost immediately. This required, a rebuild of a new gravity concentrator capable of processing 2,500 tons of ore daily.

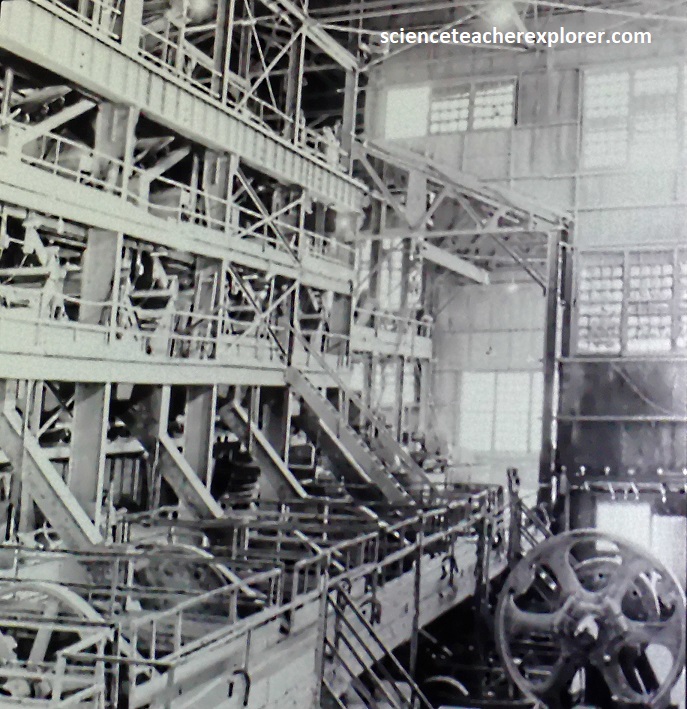
Pictured above, the monolithic concrete and steel structure to house it, No. 3 Concentrator, was completed in January 1923 on the northwest side of Mount Sheer. The No. 3 Concentrator operated until 1974, producing more than 500 million Kilograms of copper, 15 million grams of gold, 180 million grams of silver, 125 million kilograms of zinc, and lesser amounts of lead and cadmium.

The orebodies that were mined occurred within a narrow northwest-southeast-trending zone of intensely sheared, foliated, early Cretaceous pyroclastic rocks, angular fragments exploded from a volcano. The rocks are now greenschists, having undergone low-grade metamorphism, and can be seen, along with equipment used in the mine, in the car park just south of the museum.

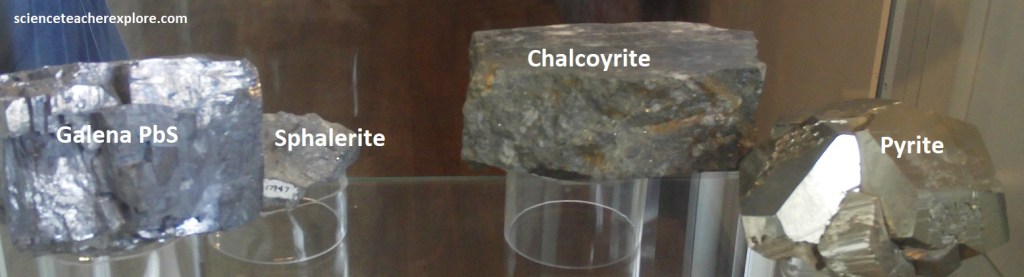
The ore, which occurred over a vertical range of 1.3km and horizontal distance of 3km, was in massive sulfide deposits consisting of the iron-sulfide mineral pyrite (FeS2) with lesser amount of chalcopyrite (copper-iron sulfide CuFeS2) and sphalerite (zinc sulfide ZnS), and also concentrated along irregular quartz veinlets.
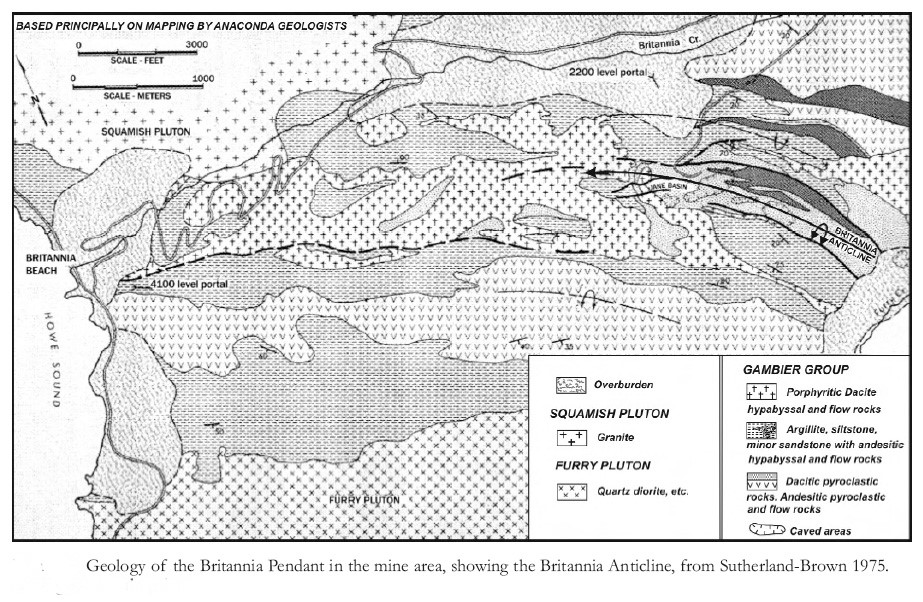
A limestone series overlying a thick flow of andesite has been intruded by a mass of diorite and has been extensively metamorphosed. The ore is chalcopyrite, which occurs as small rounded grains and large irregular bodies associated with a large amount of magnetite and smaller amounts of pyrite and pyrrhotite. It is deposited mainly at the base of the limestone where it rests upon the main body of andesite. It probably had its origin in the intrusive diorite.
Over 1,000km of core samples were extracted during the operational life of the Britannia Mine in British Columbia, Canada, to identify copper, zinc, silver, and gold ore deposits. These samples, stored in labeled trays at a shed on the property, created a vital geological reference library.

Rock core sampling is performed to determine if there are mineral deposits deep beneath the ground. Surface work indicates where a deposit might be. Based on this, core sampling is done using diamond drills at an angle that cuts through the expected mineralized zone. As the core is pulled from the hole, it is filed into boxes. The boxes are labeled with the location, depth, and angle of drilling.

Core from a drill is read like a book, from left to right, top to bottom. Pictured above, wood markers indicate the depth where the core broke during drilling or core was lost. Core is lost when the drilling causes the rock to crumble into sand or clay. Geologists begin by visually inspecting the core for signs of mineralization. If any is found, half of the sample is use to determine the mineral contents while the other half is kept in the core box as an exploration record.

On-site, there is a building that was used by geologists to test rock mined from the underground and collect mining concentrate produced by the Mill to determine the amount and quality of heavy metals such as copper, silver, gold and zinc.

Pictured above was once Britannia Mine’s active Assay Lab. Results from the Assay Lab let miners know if they were drilling in the right direction. When miners discovered a potential chalcopyrite-rich ore body they would us the diamond drill to acquire a core sample. The core sample was sent to the Assay Lab to be tested for copper concentrations. If copper concentrations met our standards, that was great news! This meant they were on the right track. The average ore grade for the Britannia Mine was approximately 1.2% Cu, 0.6% Zn, and 0.6 g/t Au.
Additionally, testing of mined rock ensured the Mill would maximize the recovery of different valuable minerals, as they could change the Mill’s operations to best suit the type of mineral coming from the mine. Here at Britannia, they were able to recover over 90% of the ore. Once ore left the mill as copper concentrate, it was tested a second time to verify they were producing high quality metals before sending it off to the smelters for further processing. The two main methods used at the Britannia were fire assay and wet assay. {Images below were taken from an interpretive sign on-site}. SIX STEPS TOTAL!


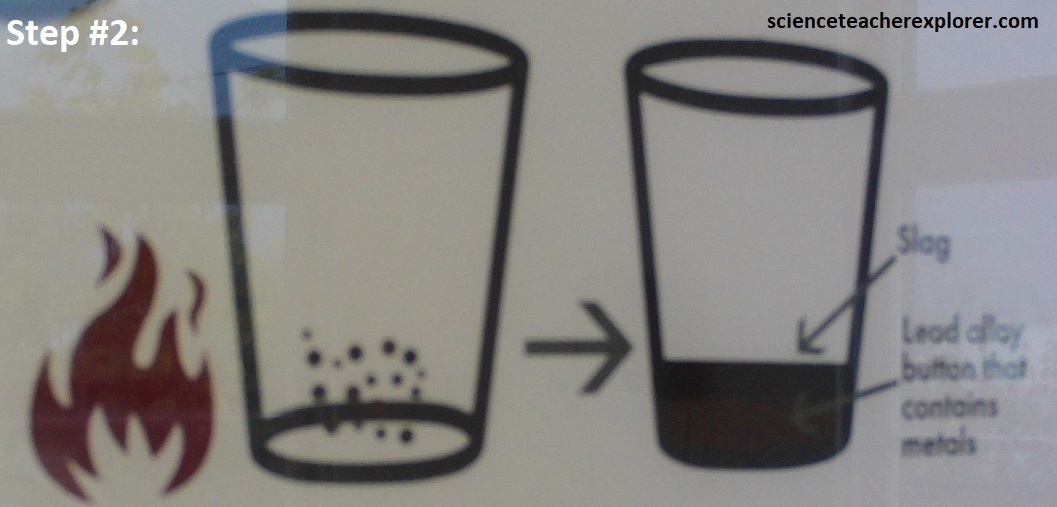
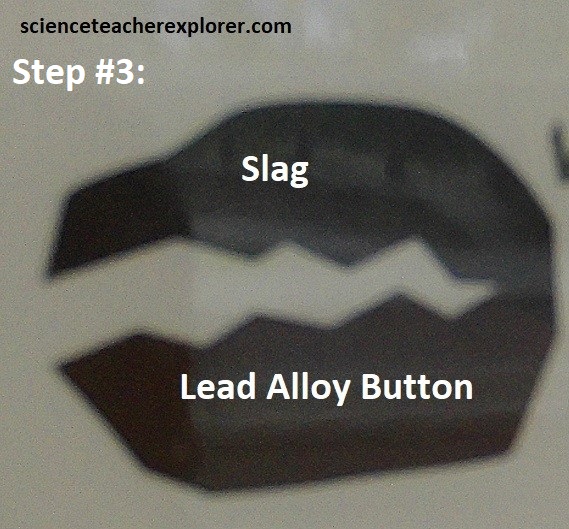
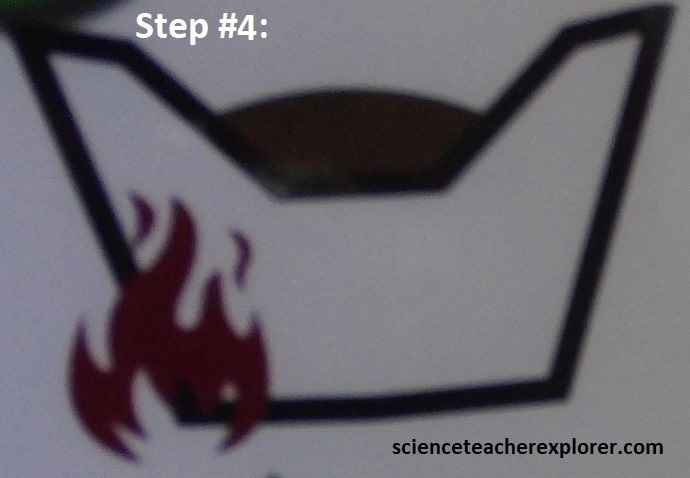
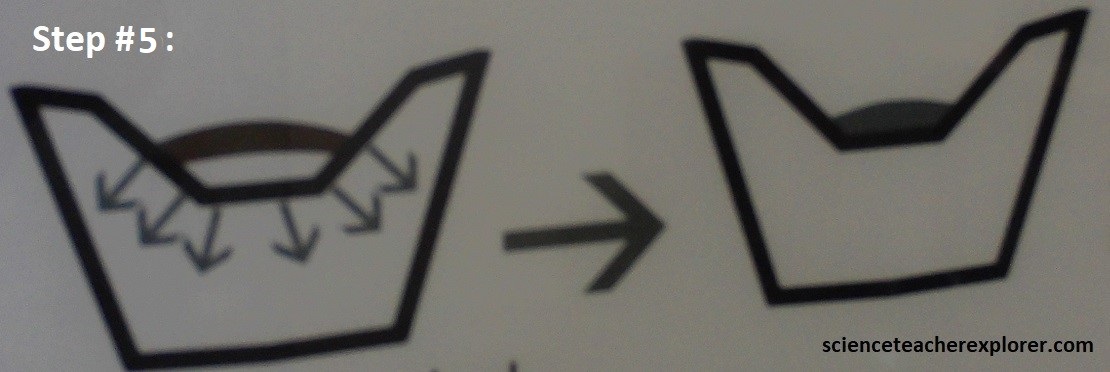
Imaged above, the Fire assay is one of the oldest ways of testing ore, dating back to the 1500s. It was also considered the most accurate and reliable method. Step #1: Ore containing metals is crushed into a fine powder then mixed with dry powder chemicals and put into a crucible. Step #2: The dry mixture is heated to extreme temperatures and the mixture melts. A glass-like material called slag and a lead alloy are formed through a series of chemical reactions. Step #3: The slag is then separated from the lead alloy button that contains desired materials and prepared for the cupellation step. Step #4: The lead alloy button is placed is a cupel and heated. Step #5: The lead is absorbed into the cupel. Remaining is a tiny bead containing the desired metals that were in the original sample. Step #6: The bead is then weighed and analyzed for precious metal concentration.

Pictured above, the Wet Assay is a form of wet chemistry. This is a form of chemistry done in the liquid phase. Wet assay consisted of dissolving crushed ore samples in a solution and treating it with different chemicals. It involves digesting a powdered ore sample in nitric acid (HNO3) and hydrochloric acid (HCl) to dissolve to dissolve the metal, followed by evaporating to dryness, adding potassium iodide (KCl), and titrating the liberated iodine with sodium thiosulfate (Na2S2O3) until the blue color disappears. The copper concentration is calculated based on the volume of titrant used.
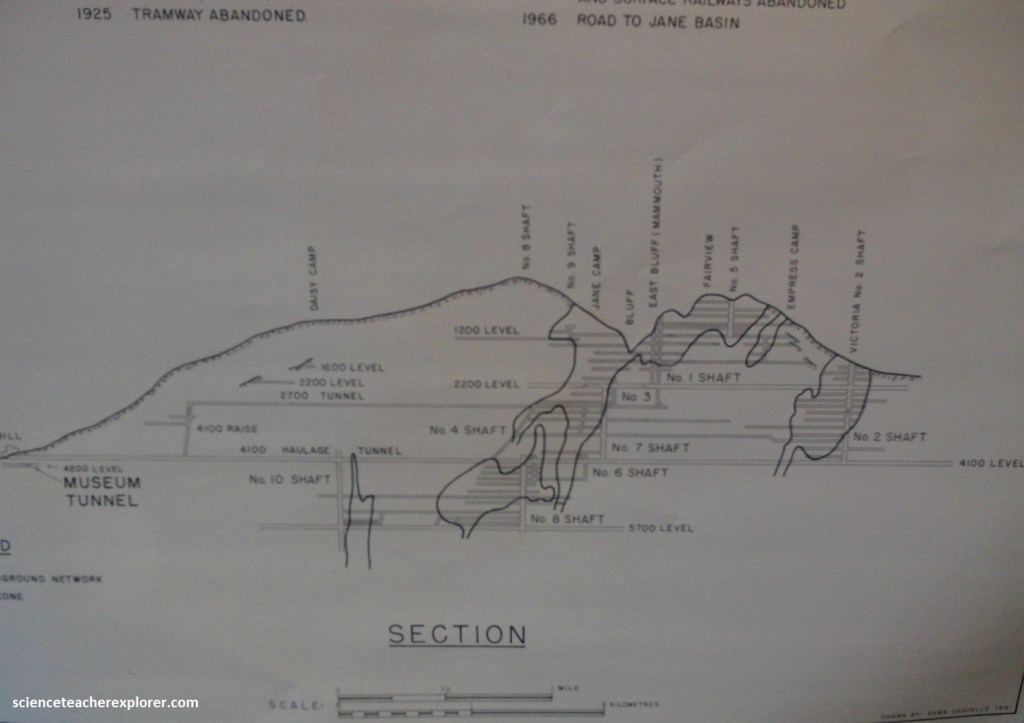

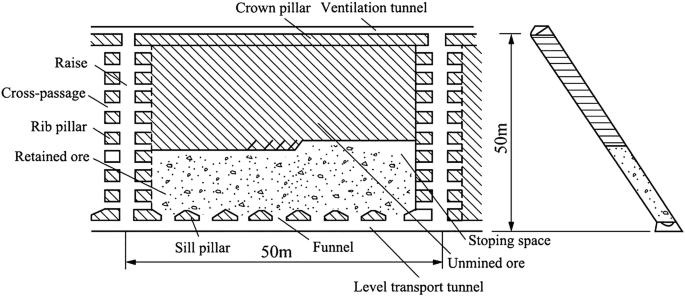
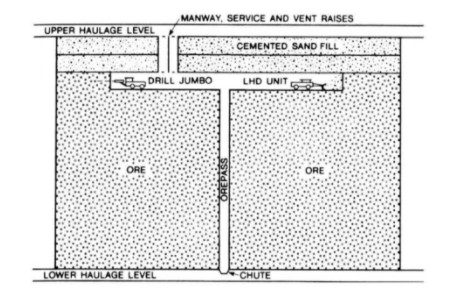
Imaged above, the Britannia Mine (1903–1974) employed underground mining methods to extract the ore, (primarily using drift-and-fill and shrinkage stoping to extract copper, zinc, and gold). The mine operated several separate orebodies, (including Jane, Bluff, Fairview, and Victoria), using underground, multi-level methods, primarily extracting massive and stringer ores. {Imaged below are longitudinal section of an undercut-and-fill and shrinkage stoping techniques; (images taken from “Society for Mining, Metallurgy & Exploration” at Littleton, Colorado 1992)}.
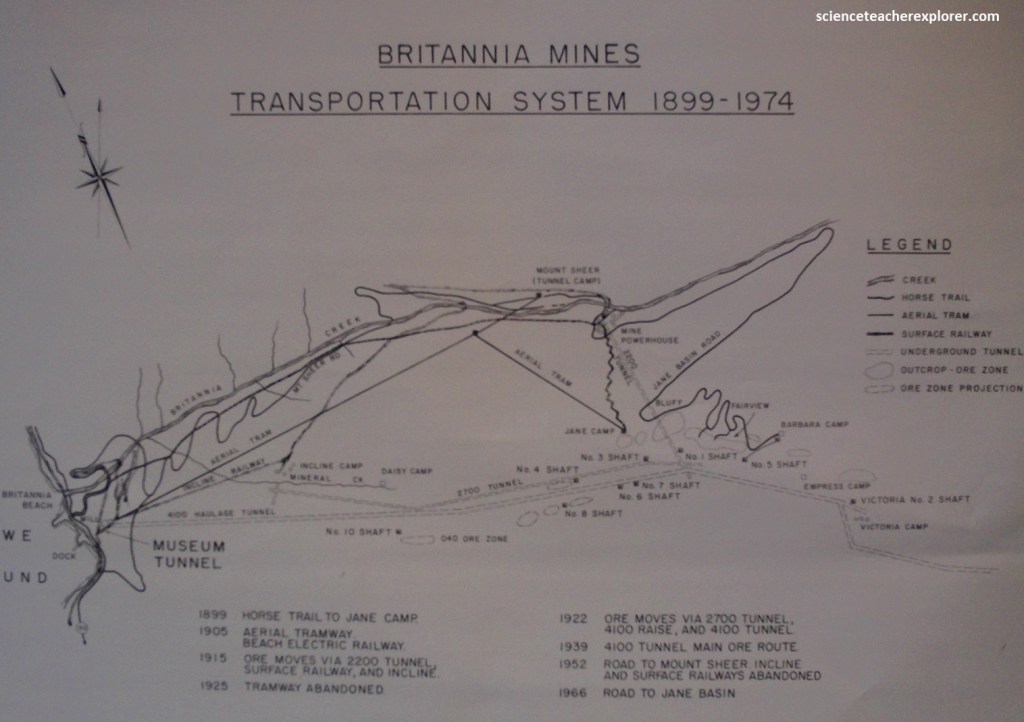
The Britannia Mine featured over 160km of underground workings, including tunnels, raises, and shafts across a 3700m horizontal range. Miners used horizontal tunnels (adits) to access ore bodies within the mountain. Ore was transported out via an early haulage tunnel system, often using mine trains. Becky and I got a chance to take a train-ride into the underground mine and walk around a-bit to explore the different machinery use within the mine, (pictured below).


The longest tunnel is 16km long, (an amazing feat for it’s day). If all the tunnels of the mine were laid out end-to-end, they would stretch from Vancouver to Seattle. The mine sat inland beneath the Britannia Mountain Range. This mountain was riddled with 210km of tunnels. From top to bottom the mine measured 1750m. While tunnels were not driven under the Howe Sound, the mine reached 600m below sea level.


Pictured above, a young man demonstrates the use of a pneumatic air-drill. Early techniques involved hand tools like hammers and chisels, which eventually evolved into high-powered pneumatic air drills. These were used to drill holes for explosives to blast the rock. {Pictured below are historical photos (taken from an interpretive sign on-site) of miners working the pneumatic drills & mucking up after}.

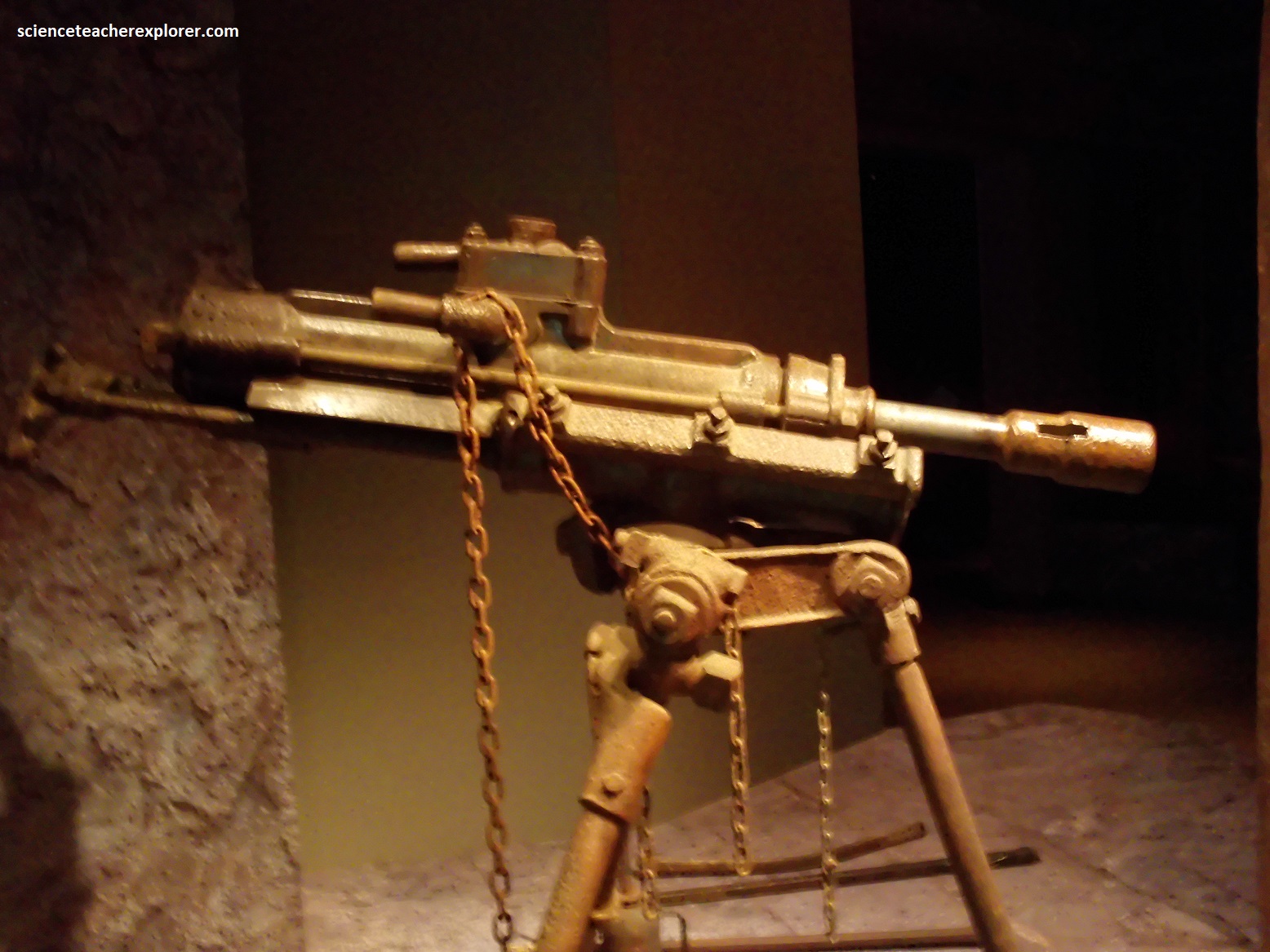
The above photos are of the infamous “Wood Drill”. Drill like this were used underground until the 1920s. They created so much harmful dust that they were given the nickname ‘the widow-maker’ drill.

Pictured above, by running on compressed air, there was no risk of sparks, which could cause problems on the face. However, it couldn’t go very far on one take of air. Quite often, these locomotives carried just enough air for one roundtrip into a mine, so compressed pipes followed along many of the tunnels.


Explosives were fundamental to the operation of the Mine. Once detonated, it broke rock free from the rock face into movable pieces. Due to the inherent danger of explosives, special care had to be taken in their movement and storage. Pictured above on the left, this car was purchased in 1962 for transporting explosives into the Mine from the main explosives magazine, located above ground. No nails were used in the construction of this car, preventing any risk of the explosive powder bags being torn and leaking throughout the Mine. Picture above on the right, blasting boxes were used to detonate explosives before electricity was brought into the mine. Pushing the plunger would send an electric current through wires to the explosives setting them off.
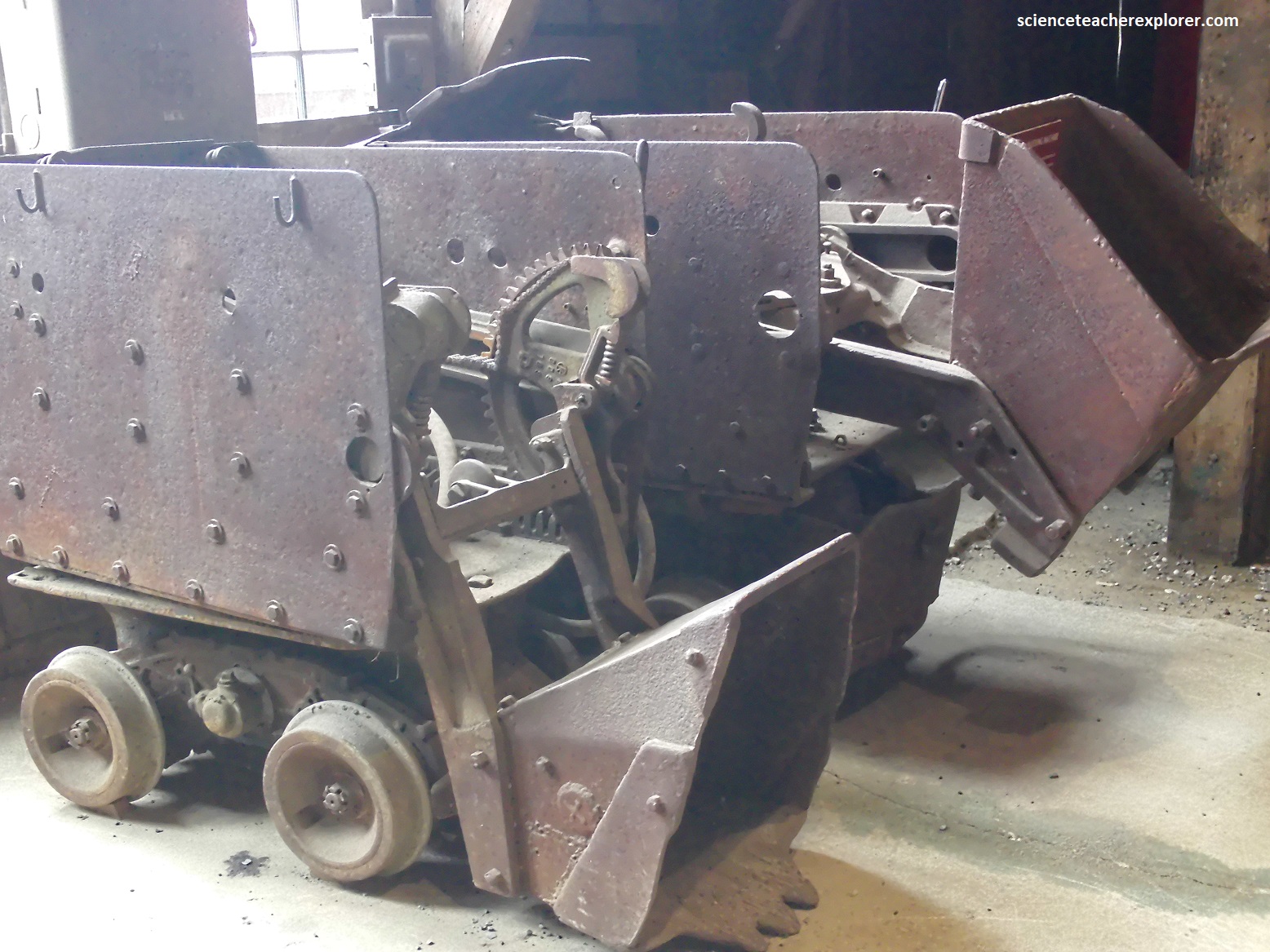




After rock was blasted free it was called muck. A variety of tools ranging from shovels to large diesel powered or car front-loaders moved the muck to conveyor belts, elevators, chutes and ore cars to move the rock to the surface where it would be taken to the Mill for processing. {Note the historical photo above was taken from an interpretive sign on-site}.


Pictured above, the men moved about the mine by man transport-cars called man cars and lifts, (elevators). Working deep in the mine required quite some time to just get to work, (in some cases up to 45 minutes). Even though the man cars were cramped, they were still preferable to taking a trip in the ambulance car! (pictured below).


Pictured above, the ‘Ambulance Car’ transported injured workers to the surface. It is a poignant reminder of the dangers faced in mining. There were only 98 deaths that occurred underground over the 70 years the Britannia Mine was working. Picture above on the right, mine rescuers used breathing devices like this one, (introduced around the 1940s). Air breathed out was not lost as in SCUBA diving, (it was recycled through the unit and breathed in again).

Historically, workers at the Britannia Mine wore sturdy, protective clothing suited for harsh conditions, often including heavy denim or canvas trousers, flannel shirts, boots, and rudimentary hard hats or cap lamps to navigate in the dark. Thick clothing was essential to protect against rock, debris, and chilly, damp conditions inside the mine. Early miners (1910s–20s) used carbide lamps attached to hats, which later evolved into battery-powered electric lamps, (pictured above).
Pictured above, eventually the steep terrain of Mount Sheer was used to generate hydroelectricity, which powered the mine’s massive ventilation fans, pumps, motors and electric lights for the mine and concentrator-mill. This is when Becky and I went into the massive ‘Britannia Mill-site’, (pictured below).





Built into the steep rock face, the mill used gravity to move ore through different stages of processing. This saved significant energy by avoiding the need to pump material upward. The mill’s design used eight levels spread across a 20-story height. Each stage of the process happened on a lower level to minimize the energy needed for transportation. (Note: Despite its 20-story height, the mill had no elevators for workers; they had to climb over 240 steps to reach the top). Ore entered at the highest point (Level 1), roughly 230 feet above the base, delivered from the mine tunnels by electric trains or aerial trams. {Images below were taken from an interpretive sign on-site}.

Huge machines crushed the large boulders into smaller, more manageable pieces. {Images below were taken from an interpretive sign on-site}.

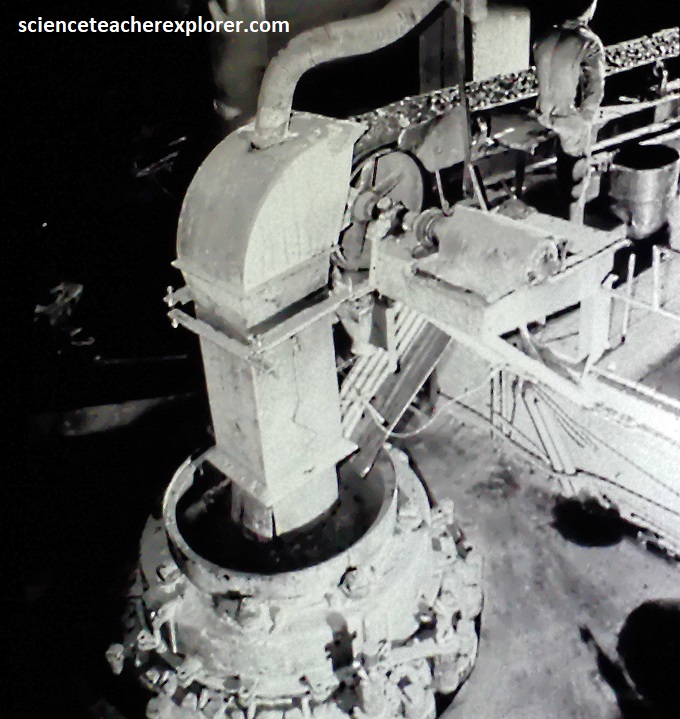


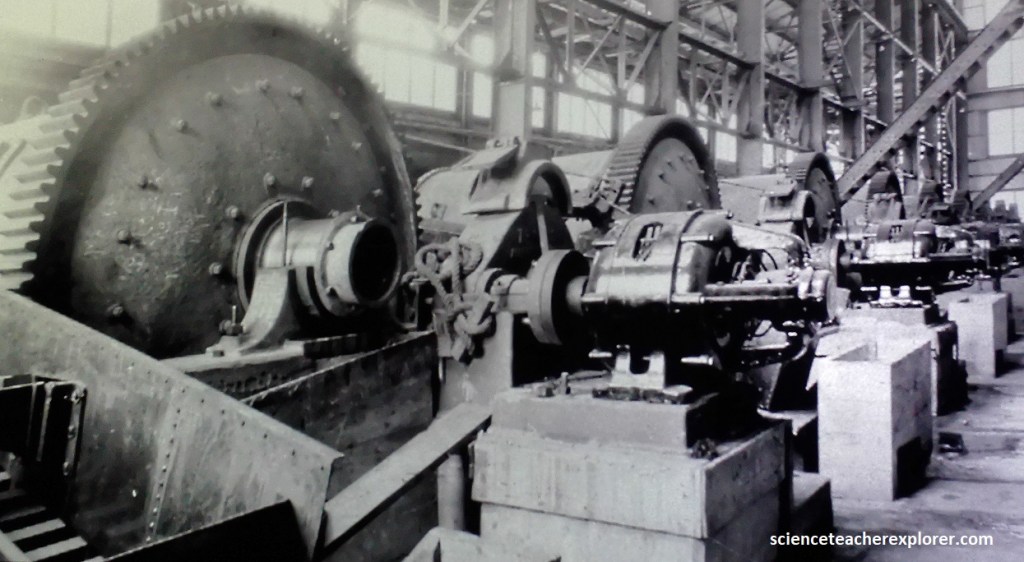
The ore then entered ball mills, (large, rotating drums filled with steel balls). These rocks are then pulverized and ground into a fine powder as thin as flour, {Images below were taken from an interpretive sign on-site}.



This was the “secret sauce.” The powder was then mixed with water and chemicals in large vats. Air was blown through to create bubbles; the copper particles stuck to the bubbles and floated to the top, while waste rock (tailings) sank. This was called the “Froth Flotation” separation. It was the first mill in British Columbia to successfully use the froth flotation process on a large scale, allowing for the recovery of up to 95% of the minerals. {Images below were taken from an interpretive sign on-site}.


The “froth” of copper was skimmed off, dried into a concentrate (roughly 30-40% metal), and piped directly into the holds of ships at the dock below. At its peak in the late 1920s and early 1930s, the mine was a global powerhouse, providing roughly 17% of the world’s copper. Up to 7,000 tons of ore per day at its maximum capacity. {The historical photos below were taken from an interpretive sign on-site}.



Blowing bubbles all day long was an essential part of how the Flotation System worked. Pictured below is a Low-Pressure blower that did the job. But every now and again, even a machine needed a break. That is where this blower stepped in. It was the backup for the blowers inside the mill.

Three tanks once stood outside the Mill, another three inside. Pictured below is the house above the smallest of theses ‘Thickening Tanks’. Muddy water entered the tanks. It’s color come from the tiny grains of minerals it carried. Slowly the minerals settle to the bottom, separating the minerals from the water. This was an important step in preparing the ore for shipping. In later years of the Mine, this tank was used to store lime slurry, a chemical used in the Mill, and became known as the Lime Tank.

The Britannia Mine was a copper mine. Following World War II however, copper prices were so low that it was not economical to mine copper here. So the Mine took a gamble. Zinc was mined, (found in a mineral called sphalerite ZnS). Separating the sphalerite from the waste rock involved the use of chemicals such as copper sulphate. Copper went from being the product, to being an ingredient. Making copper sulphate here helped to cut operational cost. This contributed to the success of the zinc mining venture. {Process: (1) Soak copper in ammonium hydroxide for 2 days. (2) Remove the copper and allow it to oxidize for 24 hrs. (3) Grind the oxidized copper. (4) Place ground oxidized copper in 10% sulphuric acid solution for 2 hrs. and agitate with air. (5) Recover copper sulphate crystals and reuse unreacted copper.

Copper oxide was needed to efficiently make copper sulphate. Here at Britannia, copper (Cu++) was recovered from the mine water and then oxidized using ammonium hydroxide (NH4OH(aq)) to produce copper (II) oxide (CuO). This made 74-80% of the copper soluble in sulphuric acid. The copper oxide then reacted with the sulphuric acid to create copper sulphate and water. (image below).

Mining exposed more minerals underground, increasing the amount of Acid Rock Drainage formed. By the time Britannia Mine closed in 1974, 50 million liters of toxic water flowed into the sea each day. The impact was immense. The mine had become on of the worst metal polluters to marine life in North America.

To meet modern standards, a massive clean-up operation was organized by the British Columbia Province, the mining industry, environmental organizations, and community groups.
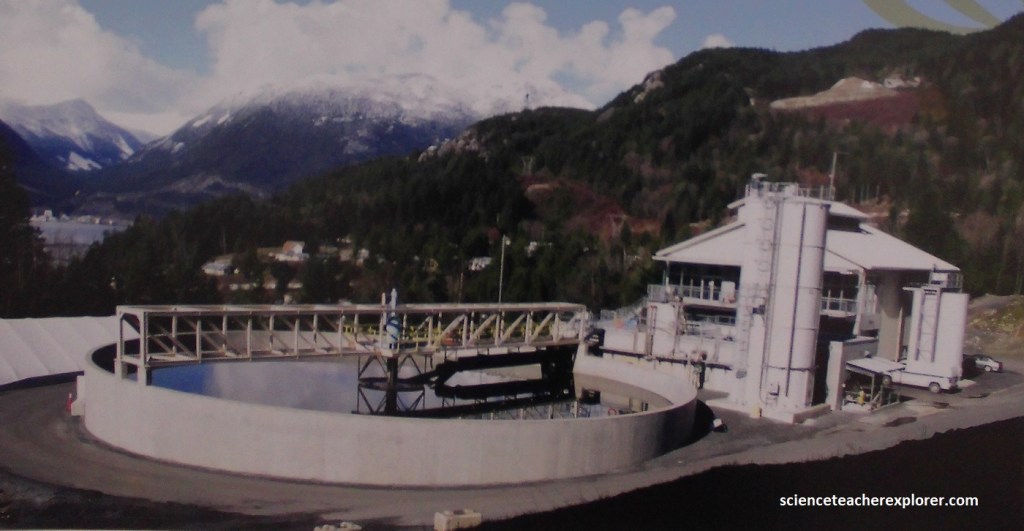
In 2004, the B.C. government selected EPCOR to finance, design, build, and operate a Water Treatment Plant at Britannia Beach. Water from the mine’s tunnels is directed into the water treatment plant. Lime slurry is added to the acid rock drainage to bring the pH between 6.5 and 9.5. This also makes the metals come out of the solution. In the next tank, a man-made customized polymer is added which attracts the metal particles. These heavy particles sink to the bottom of the tank and the clean water is removed from the top. The water from the lime slurry + mine water mixture is removed to make a dry sludge ‘cake’, (twice a year this ‘sludge’ is taken up to Jane Basin).
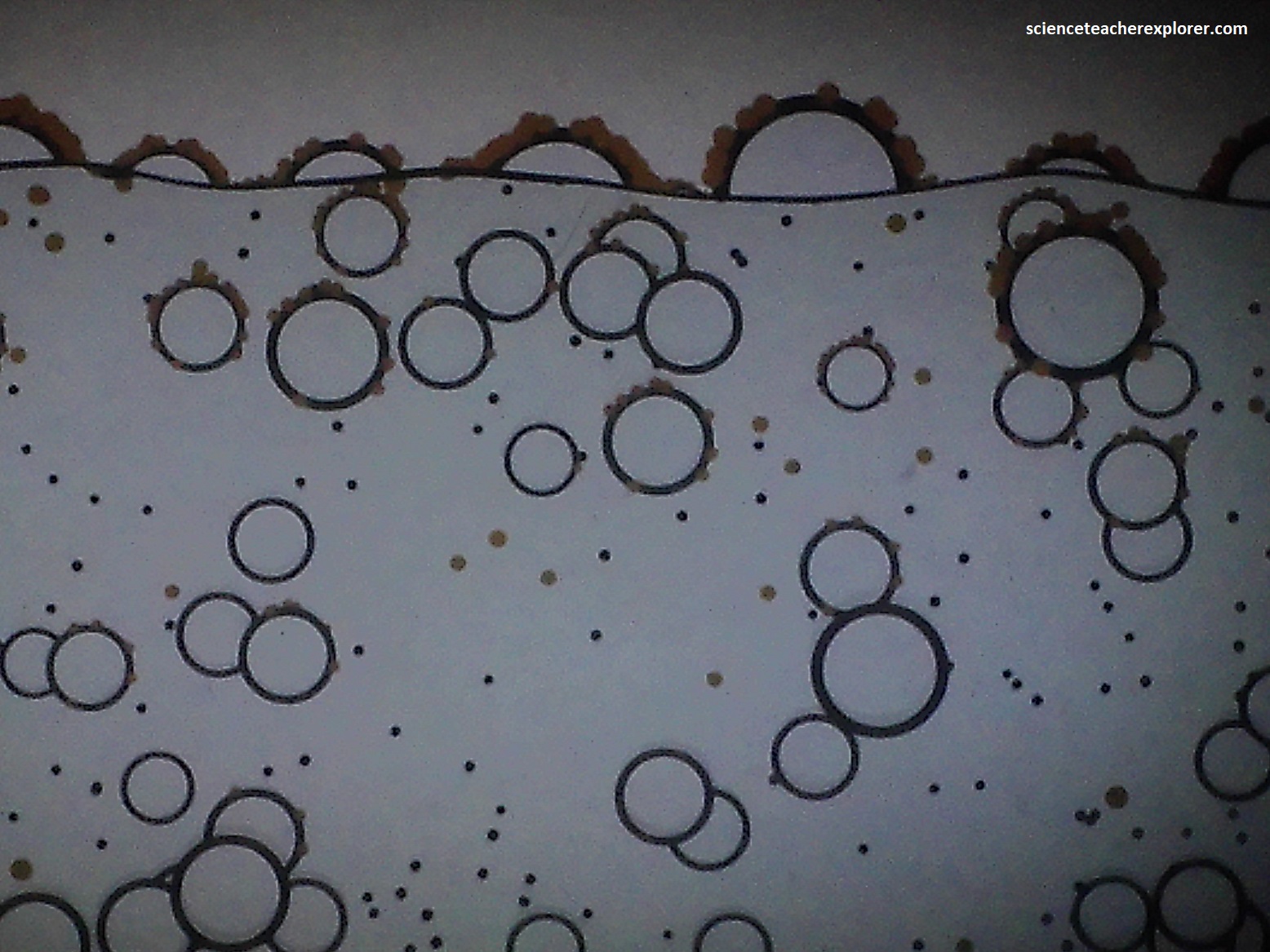
Since 2004, the skilled professionals at EPCOR ensure the polluted mine water is clean before it enters the local waterways. Imaged above, when water enters the mine, it forms Acid-Rock Drainage, (acidic water contaminated with dissolved metals). The job of the Britannia Mine Water Treatment Plant is simple, (to make the mine water safe for aquatic life). To contain the polluted water, the old mine tunnels are used as a reservoir. The water flows from one exit into the treatment plant. Here, the acidity is neutralized and the metals are removed. The water, now safe for marine life, then flows into the Howe Sound.


